
Q1. Jaké jsou výhody a nevýhody pájených spojů?
Výhody svařovaného spoje: jednoduchá konstrukce, žádné zeslabení části součásti, snadné zpracování, mnoho druhů svařovacích metod, automatický provoz, úspora oceli, vysoká účinnost, vysoká tuhost, dobrá celistvost a dobrý těsnící výkon.
Nevýhody svařovaného spoje: mění se metalografická struktura oceli v tepelně ovlivněné zóně a místní materiál křehne; dochází ke zbytkovému napětí při svařování a zbytkové deformaci po svařování, což snižuje únosnost kompresního členu; svařovaná konstrukce je velmi citlivá na trhliny, a jakmile dojde k lokálním trhlinám, snadno se roztáhne do celku a křehkost při nízkých teplotách za studena je výraznější.
Q2. Definice a faktory ovlivňující svařitelnost oceli?
Svařitelnost oceli se týká stupně, do kterého lze materiál snadno svařovat a splňovat strukturální vlastnosti při správném návrhu a provozních podmínkách. Svařitelnost je často ovlivněna faktory, jako je chemické složení oceli, způsob válcování a tloušťka plechu.
Pro hodnocení vlivu chemického složení na svařitelnost se obecně vyjadřuje uhlíkovým ekvivalentem (Ceq). Čím je větší, tím horší je pájitelnost.
Hodnotu uhlíkového ekvivalentu Ceq (procenta) lze vypočítat podle následujícího vzorce:
![]()
Q3. Jaké jsou příčiny namáhání při svařování a deformace při svařování a jak je snížit?
Proces svařování ocelové konstrukce je procesem nerovnoměrného ohřevu a chlazení. Při svařování je teplota svaru a jeho okolí velmi vysoká, přičemž většina kovu v dálce se nezahřívá a roztahování a smršťování hlavního kovu je nerovnoměrné.
Po ochlazení dochází ve svaru k různému stupni smrštění a vnitřnímu pnutí (podélnému a bočnímu), což má za následek různé deformace svařované konstrukce.
Obecně řečeno, napětí při svařování a deformace při svařování lze snížit ze dvou aspektů konstrukce a technologie zpracování.
Konstrukční opatření: Rozumně uspořádat polohu svarů; rozumně zvolit velikost svarů; počet svarů by měl být malý a počet svarů by neměl být příliš koncentrovaný a současně by se mělo zabránit trojrozměrným stupňovitým svarům; je třeba co nejvíce zamezit smršťovacímu napětí ve směru tloušťky základního kovu.
Procesní opatření: přiměřeně uspořádejte sekvenci svařování; přijmout zpětnou deformaci; předehřát před svařováním a temperovat po svařování.


Procesní opatření: přiměřeně uspořádejte sekvenci svařování; přijmout zpětnou deformaci; předehřát před svařováním a temperovat po svařování.

Q4. Běžné metody svařování ocelových konstrukcí?
Běžně používané metody svařování ocelových konstrukcí zahrnují ruční obloukové svařování, automatické (nebo poloautomatické) svařování pod tavidlem a svařování v ochranné atmosféře plynu.
Ruční obloukové svařování: Po zapnutí napájení se vytvoří oblouk, který roztaví svařovací drát v elektrodě a odkape do malé drážky roztavené lázně vytvořené obloukem na svařence.

Struska a plyn vytvořené povlakem elektrody pokrývají roztavenou lázeň, zabraňují kontaktu vzduchu s roztaveným tekutým kovem a zabraňují tvorbě křehkých, křehkých sloučenin.
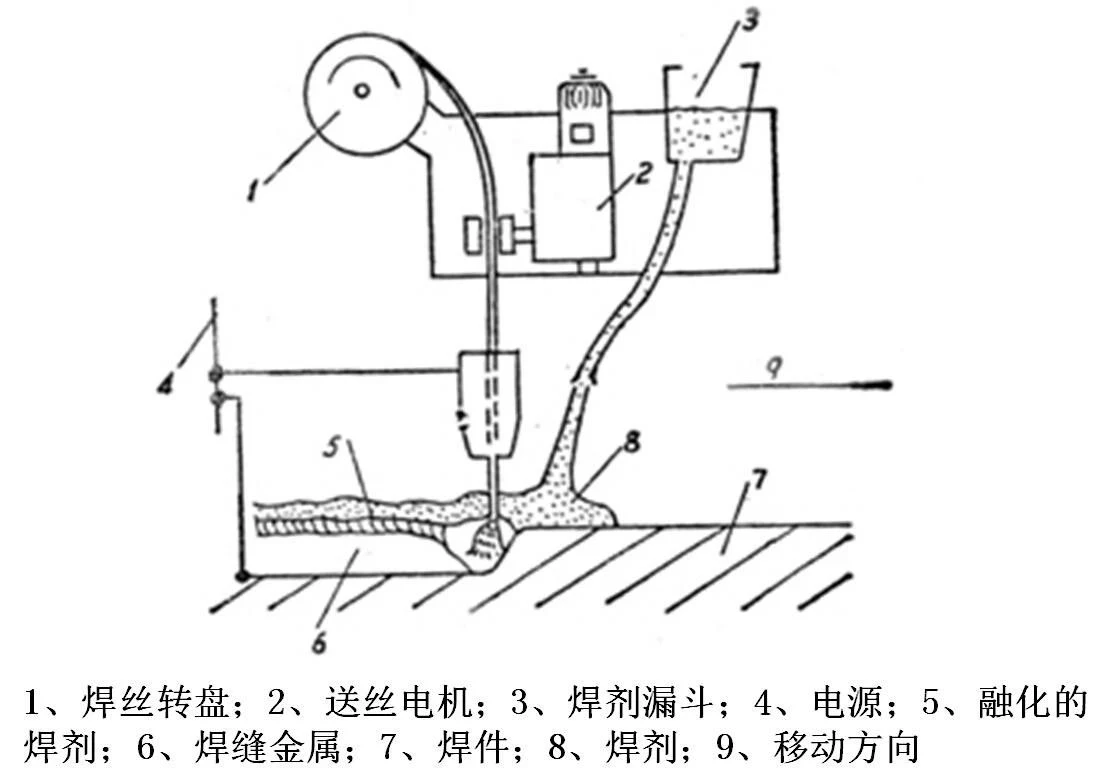
Svařování pod tavidlem: Metoda obloukového svařování, při které oblouk hoří pod vrstvou tavidla.
Svařovací drát není potažen povlakem, ale svařovací konec je pokryt granulovaným tavidlem stékajícím automaticky dolů z hlavy s únikem tavidla, oblouk je zcela pohřben v tavidle, teplo oblouku je koncentrováno a hloubka průniku je velký. Vysoká produktivita s dobrou kvalitou svařování a malou deformací svařenců.
Svařování v ochranné atmosféře: Metoda obloukového svařování, která využívá plynný oxid uhličitý nebo jiný inertní plyn jako ochranné médium. Spoléhání na to, že ochranný plyn vytvoří místní ochrannou vrstvu kolem oblouku, aby se zabránilo vnikání škodlivých plynů a zajistila se stabilita svařovacího procesu.
Pevnost svaru je vyšší než u ručního obloukového svařování a plasticita a odolnost proti korozi jsou dobré. Je vhodný pro svařování ve všech polohách a existují způsoby vpřed a vzad.

Q5. Běžná poloha svařování, tvar spoje, tvar drážky, typ svaru a kód tvaru uzlu struktury trubky jsou následující:



Q6. Časté vady svařování a jejich příčiny a způsoby léčby?
Vady svarů jsou rozděleny do šesti kategorií: trhliny, dutiny, pevné vměstky, neúplné svary, neúplné provary a tvarové vady.

Trhliny: Obvykle se vyskytují horké trhliny a studené trhliny. Hlavními důvody vzniku trhlin za tepla jsou špatná odolnost základního kovu proti trhlinám, špatná kvalita svařovacích materiálů, nesprávná volba parametrů procesu svařování a nadměrné vnitřní pnutí svařování;
Hlavními důvody pro výskyt trhlin za studena jsou nepřiměřená konstrukce svařovací struktury, nesprávné rozložení svarových švů a nepřiměřená opatření svařovacího procesu, jako je žádné předehřívání před svařováním a rychlé ochlazení po svařování.
Metodou úpravy je vyvrtání otvorů proti praskání na obou koncích trhliny nebo odstranění svarového kovu na trhlině pro opravné svařování.
Dutiny: obvykle se dělí na dva typy: vzduchové otvory a kráterové smršťovací otvory. Hlavními důvody vzniku poréznosti jsou vážné poškození povlaku elektrody, elektroda a tavidlo nejsou spálené, základní kov má olejové skvrny nebo rez a oxidy, svařovací proud je příliš malý, délka oblouku je příliš dlouhá , rychlost svařování je příliš vysoká atd. Způsob ošetření je lopatou. Odstraňte svarový kov v místě pórovitosti a poté svar opravte.

Dutiny: obvykle se dělí na dva typy: vzduchové otvory a kráterové smršťovací otvory. Hlavními důvody vzniku poréznosti jsou vážné poškození povlaku elektrody, elektroda a tavidlo nejsou spálené, základní kov má olejové skvrny nebo rez a oxidy, svařovací proud je příliš malý, délka oblouku je příliš dlouhá , rychlost svařování je příliš vysoká atd. Způsob ošetření je lopatou. Odstraňte svarový kov v místě pórovitosti a poté svar opravte.
Hlavními důvody smrštění kráterů po oblouku jsou příliš velký svařovací proud, příliš vysoká rychlost svařování, příliš rychlé zhášení oblouku a přídavný kov není opakovaně přidáván do místa zhášení oblouku. Metodou úpravy je opravné svařování na obloukovém kráteru.

Pevné vměstky: Existují dva defekty struskové inkluze a wolframové inkluze. Hlavními důvody pro začlenění strusky jsou špatná kvalita svařovacích materiálů, příliš malý svařovací proud, příliš vysoká rychlost svařování, příliš vysoká hustota strusky, zabraňující vyplavování strusky a při vícevrstvém svařování se struska nečistí. Metodou léčby je její odstranění. Svarový kov na struskových vměstcích je poté opraven.
Hlavním důvodem výskytu inkluze wolframu je to, že wolframová elektroda je v kontaktu s roztaveným kovem lázně během svařování argonovým obloukem. Metodou úpravy je vykopat vadný kov v místě wolframové inkluze a znovu svařit.


Nedostatek tavení a penetrace: Hlavní důvody jsou, že svařovací proud je příliš malý, rychlost svařování je příliš vysoká, mezera úhlu drážky je příliš malá a provozní technologie není dobrá.
Metodou úpravy pro nedostatek tavení je odstranit svarový kov při nedostatku tavení a poté jej opravit svařováním.
Metoda ošetření neúplného provaru spočívá v tom, že se nepronikne jediná strana konstrukce s dobrou otevřeností a svar lze přímo opravit na zadní straně svaru.
U důležitých svařenců, které nelze přímo opravit svařováním, by měl být neúplný svarový kov odstraněn a znovu svařen.

Tvarové vady: včetně podříznutí, svarové housenky, propadu, smrštění kořene, nesouososti, úhlové odchylky, supervysokého svaru, nepravidelnosti povrchu atd.

Q7. Společná opatření k zamezení laminárního trhání plechů?
U spojů ve tvaru písmene T, křížového tvaru a koutových spojů, kdy tloušťka přírubové desky není menší než 20 mm, aby se zabránilo nebo snížilo velké napětí při svařování ve směru tloušťky základní kovové desky, následující struktura spoje design by měl být přijat:
Za podmínky, že jsou splněny požadavky na hloubku průniku a kompaktnost svaru, musí být přijat menší úhel svařovací drážky a mezera (a);
V koutových spojích se používá symetrická drážka nebo drážka (b) předepjatá směrem k boční desce;
Místo jednostranného asymetrického svařování (c) použijte oboustranné úkosové symetrické svařování;
U spoje ve tvaru T nebo koutového spoje vyčnívá konec desky vystavený namáhání při svařování tahem ve směru tloušťky desky z oblasti spoje (d);
Ve spojích tvaru T a kříže se používají přechodové profily z lité oceli nebo kované oceli k nahrazení spojů tvaru T a kříže (e, f) na tupo;

Změňte směr síly spoje tlustého plechu, abyste snížili napětí ve směru tloušťky;

U spojů pod statickým zatížením se za předpokladu splnění požadavků na výpočet pevnosti spoje nahradí drážkové svary plného průvaru svary tupého a koutového spoje s částečným průvarem.

Q8. Metoda kontroly kvality svaru?
Když se svar kontroluje po svařování, měla by se nejprve provést kontrola vzhledu a pouhým okem nebo lupou by se mělo sledovat, zda se nevyskytují nějaké vady, jako je podříznutí, propálení, neúplný průvar, prasklina, špatný okraj , lože atd. a zkontrolujte, zda velikost svaru odpovídá požadavku.
Vady uvnitř svaru jsou běžně detekovány ultrazvukem. Principem je využití ultrazvukové energie k šíření uvnitř kovu a princip odrazu a lomu nastane při setkání s rozhraním dvou médií ke kontrole vnitřních defektů svaru a lze jej posoudit podle tvaru vlny. Existují defekty a místa defektů.
Vzhledem k tomu, že mezi sondou a zkušebním kusem je reflexní povrch, měl by být na povrch svařence při ultrazvukové kontrole aplikován spojovací prvek a ultrazvukové vlny nemohou určit typ a velikost defektu.
Nedestruktivní testování se také někdy používá k radiografické kontrole. Existují dva typy rentgenové kontroly a rentgenové kontroly. Princip spočívá v tom, že při průchodu paprsku kontrolovaným svarem, pokud dojde k defektu, je útlum paprsku procházejícího defektem malý, takže fotocitlivý film na zadní straně svaru je pevnější a po vyprání filmu , zobrazí se na závadě. Objevují se černé skvrny nebo pruhy.
Doba rentgenového ozařování je krátká, rychlost je rychlá, zařízení je složité, náklady jsou vysoké a schopnost pronikání je malá a tloušťka svařence, která má být detekována, je menší než 30 mm. Zařízení pro kontrolu zářením je lehké, snadno ovladatelné a má silnou penetrační schopnost.
Q9. Co je základem pro posuzování výsledků při kontrole odběru vzorků?
Pokud je nekvalifikovaná míra počtu svarů při kontrole vzorků menší než 2 procenta, je přejímací šarže kvalifikovaná;
Je-li nekvalifikovaná míra počtu svarů při kontrole vzorků větší než 5 procent, je přejímací šarže nekvalifikovaná;
Kromě situace v pátém odstavci tohoto článku, kdy je nekvalifikovaná míra počtu svarů při kontrole odběru vzorků 2 až 5 procent, se kontrola odběru vzorků zdvojnásobí a prodlužovací čára svaru na obou musí být přidány strany původního nekvalifikovaného dílu. Když nekvalifikovaná míra ve švu není větší než 3 procenta, je přijetí dávky kvalifikované; když je větší než 3 procenta, je přijetí šarže bez výhrad;
Pokud selže příjem šarže, musí být zkontrolovány všechny zbývající svary šarže;
Pokud je při kontrole zjištěn jeden defekt trhliny, provede se dvojitá bodová kontrola. Pokud není ve svaru s dvojitou bodovou kontrolou zjištěna žádná trhlina, akceptace šarže bude přijata; Jsou-li kvalifikovány, musí být zkontrolovány všechny zbývající svary v dávce.
Q10 Jaké situace musí projít kvalifikací postupu svařování?
Kromě podmínek vyňatých z posouzení v národním předpisu pro svařování ocelových konstrukcí, ocel, svařovací materiály, metody svařování, tvary spojů, polohy svařování, systémy tepelného zpracování po svařování, parametry procesu svařování, předehřev a opatření pro dodatečné zahřívání přijatá poprvé konstrukční celek Podle kombinačních podmínek těchto parametrů se před výrobou a montáží ocelových konstrukčních prvků provede vyhodnocení postupu svařování.



